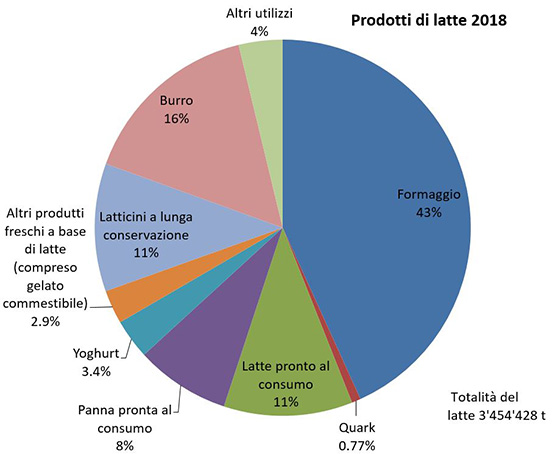
Da circa il 10 per cento circa del latte svizzero vengono fabbricati prodotti a base di latte il polvere e concentrati di latte (conserve di latte). A seconda della collocazione sul mercato la quota oscilla tra l'8 e il 13 per cento. Il volume di produzione nel 2015, ad esempio, ha toccato le 50'500 tonnellate di prodotti a base di latte in polvere e di concentrati di latte per cui sono state impiegate 358'000 tonnellate di latte (10.3% del quantitativo totale di latte). In questa lista non sono indicate separatamente le nuove proteine del latte, il lattosio e altre ingredienze lattiero-casearie derivate dal latte scremato, dal siero di latte o dal latticello. Oltre alla quantità di latte per i prodotti lattiero-caseari a lunga conservazione indicata nelle statistiche della TSM, i concentrati e i prodotti essiccati a base di latte sono prodotti anche da latte scremato e latticello proveniente dalla produzione del burro e da circa il 55 per cento del siero prodotto nella produzione di formaggio.
La gamma di ingredienze del latte che vanta l'industria lattiera svizzera è molto ampia. Il latte intero e scremato in polvere è destinato all'esportazione verso Paesi in cui la produzione di latte scarseggia. La polvere di latte intero è un ingrediente importante per l'industria cioccolatiera svizzera. Le speciali farine di latte ad elevato tenore proteico sono utilizzate per l'alimentazione medicinale, sportiva o in alternativa agli emulsionanti. Gli alimenti sostitutivi completo per neonati sono costituito da vari prodotti essiccati a base di latte come il latte scremato in polvere, concentrato proteico del siero di latte, lattoalbumina α, lattosio e alcune frazioni proteiche speciali come la lattoferrina. A questi si aggiungono anche altri ingredienti.
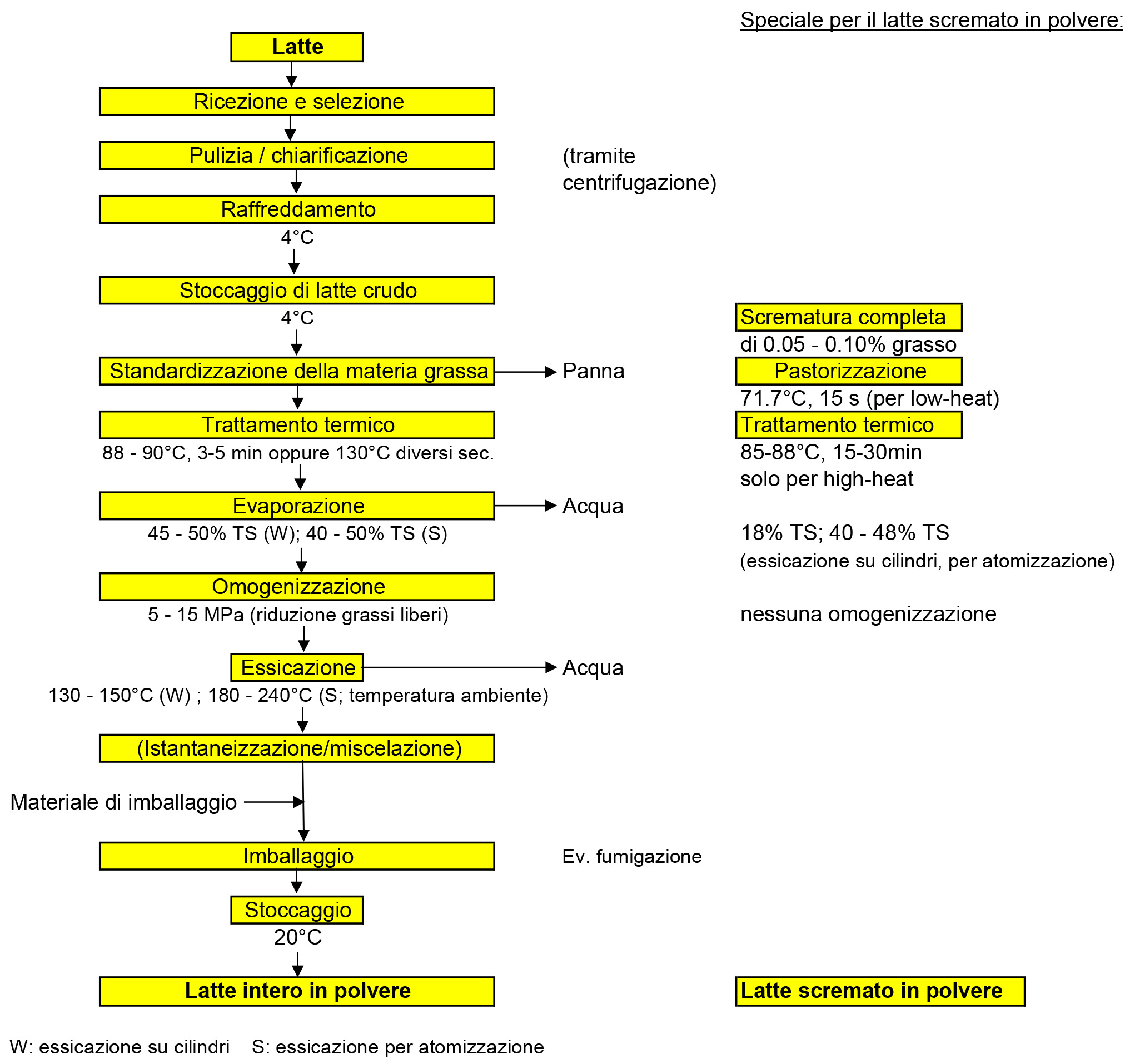
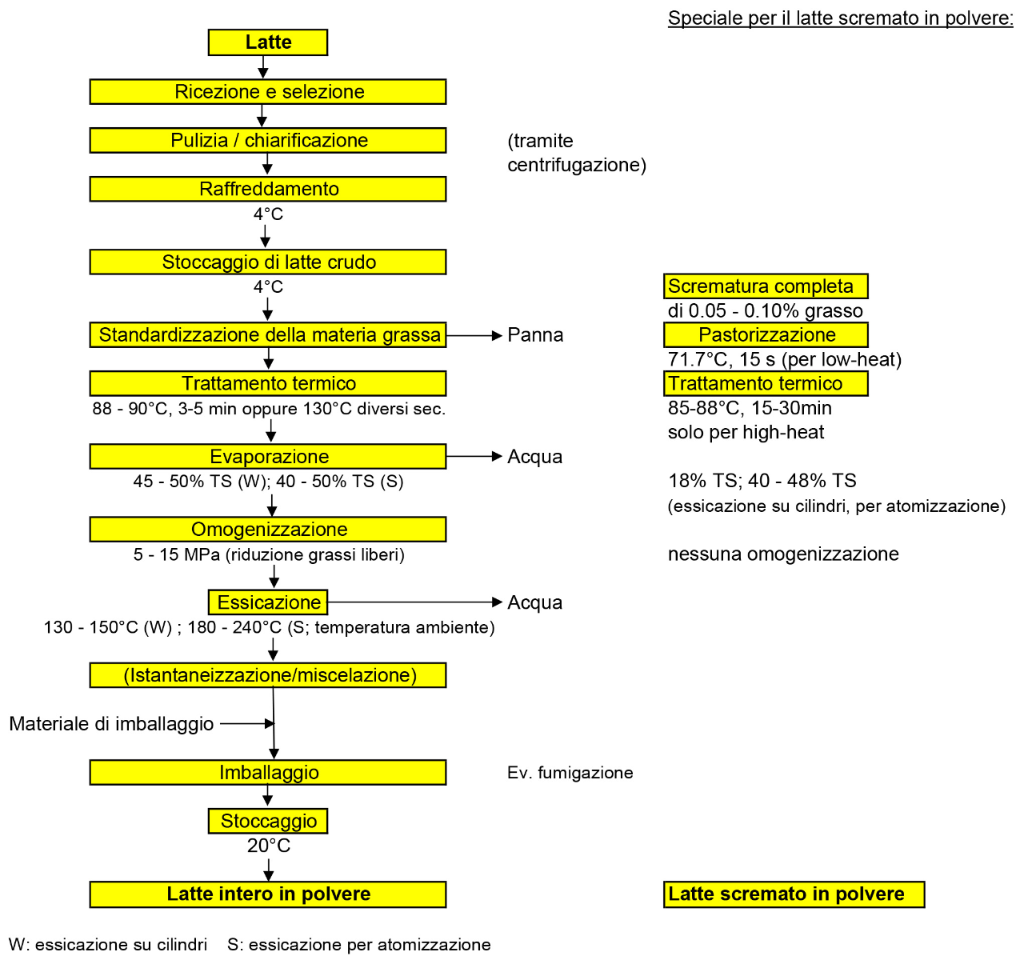
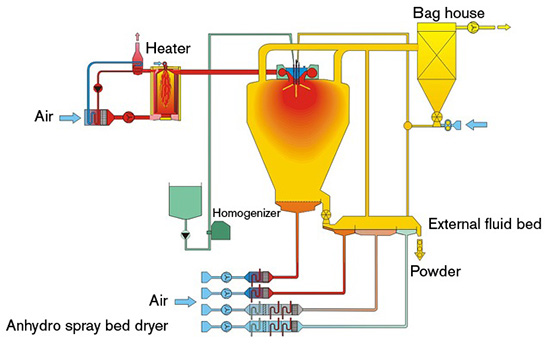
A seconda del prodotto vengono concentrate tutte le componenti del latte eliminando l'acqua (latte intero in polvere) oppure, mediante una tecnica di ultrafiltrazione a membrane innovativa e a basso impatto nonché attraverso altri processi di separazione, vengono separate e concentrate in maniera selettiva determinate componenti quali caseina, proteine del siero di latte o altre preziose sostanze. Concentrati o in polvere, i prodotti sono ben conservabili grazie al ridotto contenuto d'acqua.