Pour produire du lait acidulé, on ajoute des microorganismes au substrat de fermentation, en l’occurrence le lait. La température est réglée à la température optimale pour le type de micro-organismes ajoutés et après avoir atteint l'acidité désirée, la fermentation est ralentie par la baisse de la température puis interrompue. Le produit est prêt à la consommation. Si le produit doit remplir des exigences particulières, comme une qualité constante et une conservabilité sur plusieurs semaines, il doit subir des traitements supplémentaires. La multiplication de produits au lait fermenté tels que les yogourts, le kéfir, le lait acidulé, etc. ne serait pas concevable sans fabrication industrielle et sans satisfaire aux exigences de qualité mentionnées. Les solutions techniques élaborées jusqu'à aujourd'hui pour les différentes étapes de fabrication sont en étroite relation avec la quantité de production. Dans les petites exploitations, dans lesquelles on ne produit qu'une ou quelques charges par jour, on n'emploie pas les mêmes moyens pour la surveillance de la fermentation et le pilotage des installations que dans les grands établissements, dans lesquels plusieurs milliers de litres de lait sont transformés chaque jour.
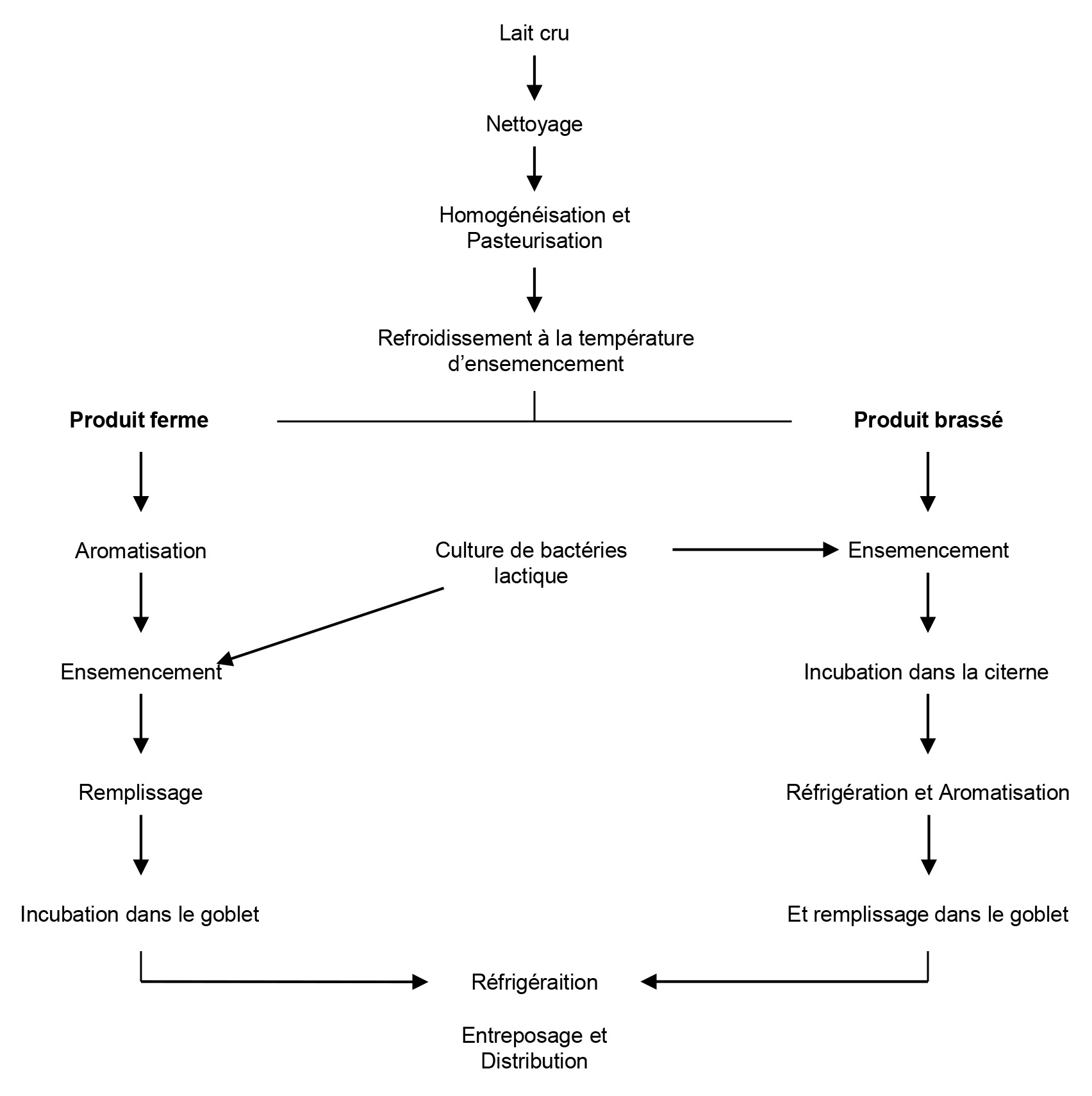
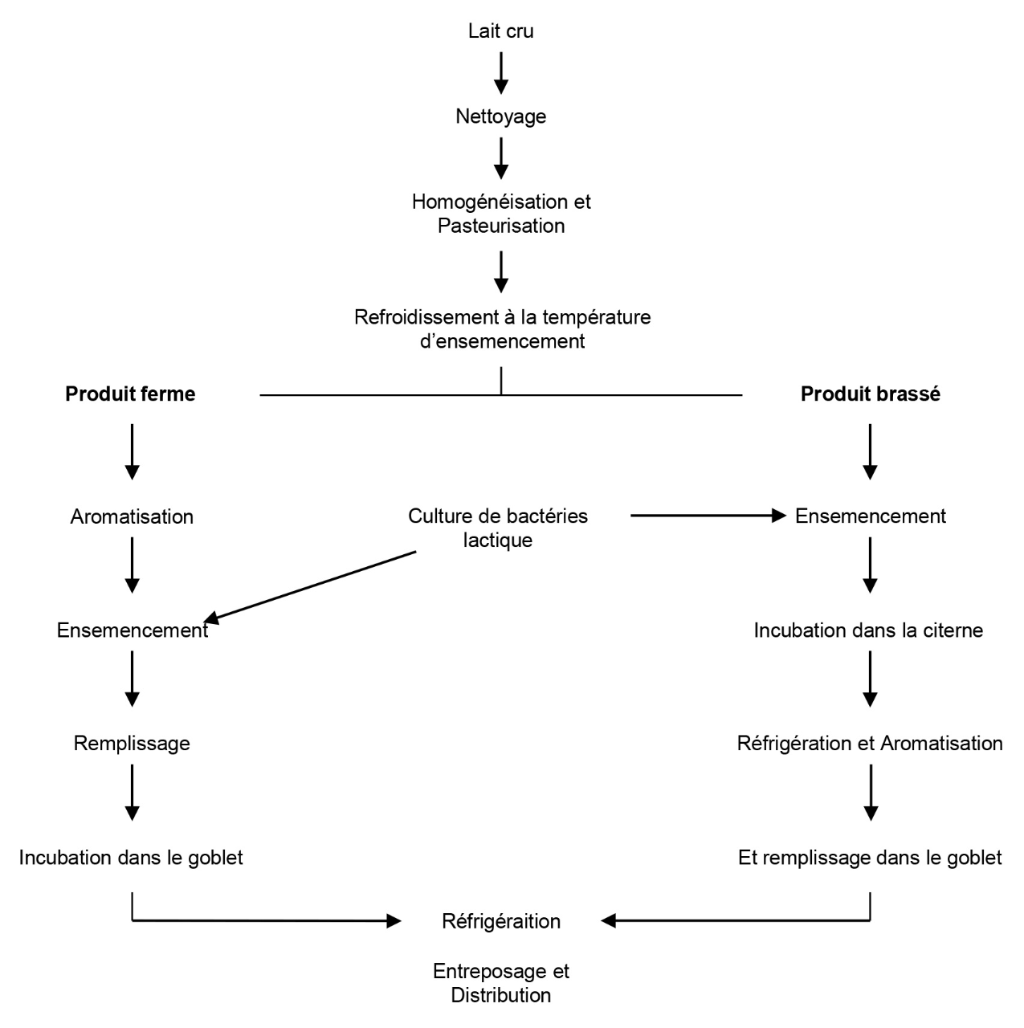
Au niveau des procédés, on distingue principalement entre la fabrication de produits fermes et de produits brassés.
Au centre de la technologie se trouve l'optimisation des conditions pour le bon déroulement de la fermentation lactique et éventuellement de la fermentation par des levures. En plus de la température et de l'offre en nutriments, l'une des conditions est de disposer de ferments actifs. La production de produits fermentés est présentée ci-après à l'exemple du yogourt.
Le lait cru doit répondre aux critères de qualité suivants:
- ne pas contenir de substances inhibitrices
- présenter une odeur et un goût irréprochables
- être pauvre en germes
- être riche en teneurs (ne pas avoir été mouillé)
- présenter un nombre de cellules bas
Les effets suivants dus à la qualité du lait cru peuvent influencer l'odeur et le goût du yogourt.
Un mouillage du lait n’entraîne pas forcément des défauts de goût ou d’odeur, il influence toutefois la consistance du lait de façon négative.
Le lait livré à la laiterie est pesé et son odeur de même que sont goût sont contrôlés. Afin de détecter à temps le lait qui contient des substances inhibitrices, le lait cru est entreposé et des échantillons sont prélevés. Si le lait est exempt de substances inhibitrices, il est chauffé par le biais de l’échangeur thermique dans l’appareil à plaques et passe ensuite dans la centrifugeuse. Là, les impuretés qui n’ont pas été retenues par le filtre sont extraites et la teneur en graisse du lait et de la crème est ajustée à la teneur désirée.
Le lait est ensuite pasteurisé dans le réchauffeur de l’appareil à plaques et refroidi à une température inférieure à 5 °C. Ce premier traitement thermique est nécessaire, car en général le laps de temps entre la production de lait et la production de yogourt est trop important. Jusqu’à son traitement ultérieur, le lait est stocké dans des citernes en fonction de sa teneur en matière grasse.
L’objectif du chauffage est d’une part de réduire au maximum la flore du lait cru, mais aussi d’influencer la consistance du produit fini. Si le lait contient de la matière grasse, il est homogénéisé avant la transformation.
L'objectif de l'accroissement de la matière sèche est d'augmenter la fermeté et la viscosité du yogourt et d'empêcher autant que possible l'écoulement du petit-lait. La matière sèche peut être augmentée par les mesures énumérées ci-après:
- évaporation
- ajout de lait écrémé en poudre/concentrat de lait écrémé
- ajout de concentrat à base de protéines du lait (caséinate/protéines de petit-lait)
- ultrafiltration/osmose inverse
L'Ordonnance sur des denrées alimentaires prescrit pour le yogourt une matière sèche dégraissée d'au moins 9 %. En réalité, celle-ci atteinte au moins 10 % afin de conserver la consistance souhaitée. La mesure la plus fréquemment prise est l'ajout de lait écrémé en poudre. On ajoute cependant de plus en plus souvent des concentrats à base de protéines de lait spécialement conçus. Pour la plupart des fabricants de yogourt, l'utilisation d'une installation d'évaporation pour déshydratation n'est pas rentable en raison du faible taux d'utilisation.
Le traitement thermique du lait de fabrication du yogourt vise en premier lieu à détruire les germes pathogènes et en même temps à réduire les autres microorganismes, mais aussi à inactiver les enzymes, tels les lipases. L'objectif principal de cette charge thermique plus élevée par rapport à la pasteurisation usuelle du lait est l'amélioration de la structure du yogourt. Des études montrent que la dénaturation des protéines du petit-lait influence beaucoup la fermeté du yogourt.
Un chauffage à 85 à 95°C avec quelques minutes de chambrage est donc recommandé et le taux de dénaturation de la β-lactoglobuline B sensible à la chaleur devrait s’élever de 90 à 95%. Un traitement thermique trop intensif peut cependant entraîner des défauts de goût.
La fermentation lactique est le processus le plus important dans la fabrication des produits au lait fermenté. La durée de fabrication et les propriétés du produit fini dépendent des caractéristiques et de l’activité des cultures starters.
La culture traditionnelle de yogourt se compose de Streptococcus thermophilus (Streptococcus salivarius ssp. thermophilus) et de Lactobacillus bulgaricus (Lactobacillus delbrueckii ssp. bulgaricus). Lorsqu’ils sont associés, ces deux microorganismes vivent en symbiose, c’est-à-dire qu’ils se favorisent mutuellement pendant la fermentation. La température optimale d’acidification de la culture de yogourt est de 42 - 44 °C et l’incubation jusqu’à l’obtention de l’acidité désirée dure 3 heures. En symbiose, les deux microorganismes atteignent des performances plus élevées que lorsqu’ils sont seuls. La valeur pH du lait non acidifié correspond aux besoins des streptocoques qui en conséquence croissent plus rapidement au début. Ensuite, le milieu, qui devient de plus en plus acide, favorise les lactobacilles, dont le pH optimal se situe en dessous de 4,5. Au début, Lactobacillus bulgaricus favorise la croissance des streptocoques par la libération des acides aminés valine, leucine, histidine et méthionine à partir des protéines du lait. Streptococcus thermophilus favorise pour sa part la croissance des lactobacilles par la formation de petites quantités d’acide formique. Par leur stimulation réciproque, les deux espèces forment dans une culture mixte, au moins dans la phase initiale, plus rapidement et davantage d’acide lactique de même que des composants aromatiques (symbiose).
L’odeur et le goût des produits laitiers acidifiés sont déterminés par une multitude de produits métaboliques volatils générés en partie comme produits secondaires de la fermentation lactique ou par d’autres mécanismes de réaction. Les composants aromatiques les plus importants sont l’acétaldéhyde, l’acétone, l’acétoïne, le diacétyle de même que l’acide formique, l’acide butyrique, l’acide acétique et l’acide propionique.
L’arôme typique du yogourt est déterminé principalement par l’acétaldéhyde. Lactobacillus bulgaricus participe davantage à la production d’acétaldéhyde que Streptococcus thermophilus. Toutefois, des composants aromatiques qui sont certes proportionnellement moins représentés contribuent aussi de façon essentielle à l’arôme.
En raison de la faible activité lypolytique et protéolytique des levains, l’odeur et l’arôme des produits laitiers fermentés sont « arrondis » par des produits métaboliques. Au niveau protéolytique, les lactobacilles sont réputés plus actifs que les streptocoques.
De plus en plus, on utilise pour la fabrication de yogourts des cultures acidifiantes douces, comme Lactobacillus delbrueckii ssp. lactis, Lactobacillus acidophilus, Bifidobacterium bifidum, Streptococcus salivarius ssp. thermophilus et éventuellement une faible quantité de Lactobacillus delbrueckii susp. bulgaricus. En Allemagne, ces produits sont vendus sous la dénomination de "yogourt doux".